


1 / 5
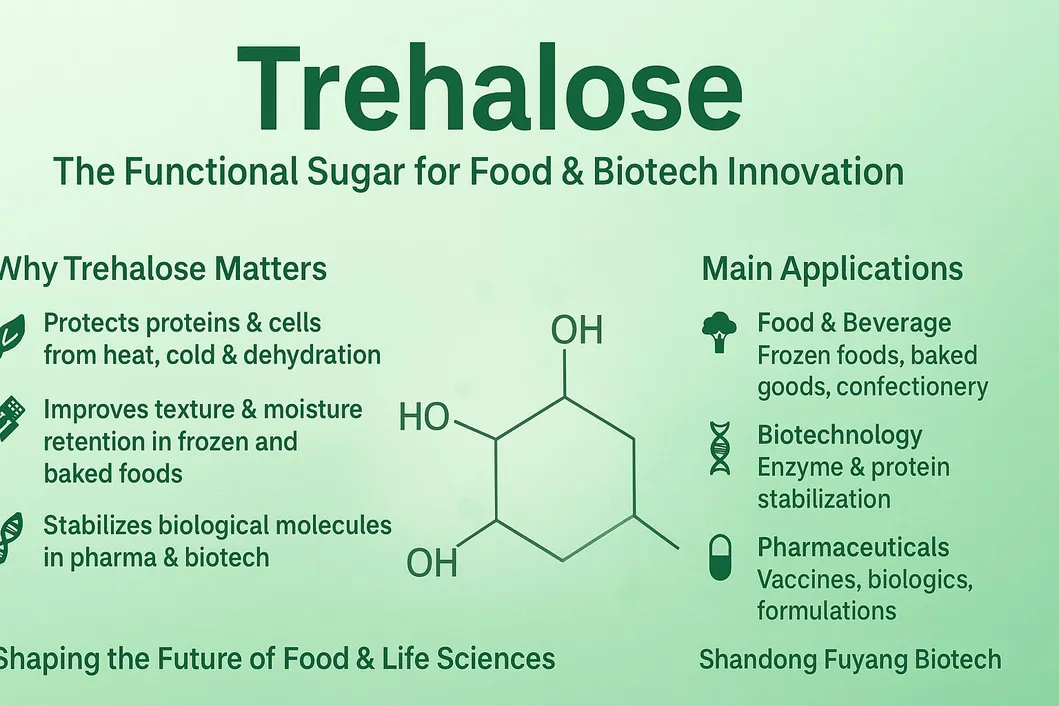

Trehalose is a natural, non-nutritional type sugar replacement ingredient. It is widely recognized for its water-retaining properties and is sourced naturally.
The main benefit of Trehalose is its ability to retain water effectively. It helps preserve the structure and quality of food items, making it a valuable ingredient in food processing.
Our facilities have obtained various international system certifications, including ISO9001, ISO14001, ISO22000, KOSHER, and HALAL quality management approvals.
Trehalose is packaged in high-quality paper bags with a standard specifications size of 25kg per bag to ensure safe transport and handling.
The facility has an annual production capacity of 40,000 tons of trehalose, alongside other corn starch and biological fermentation derivatives.
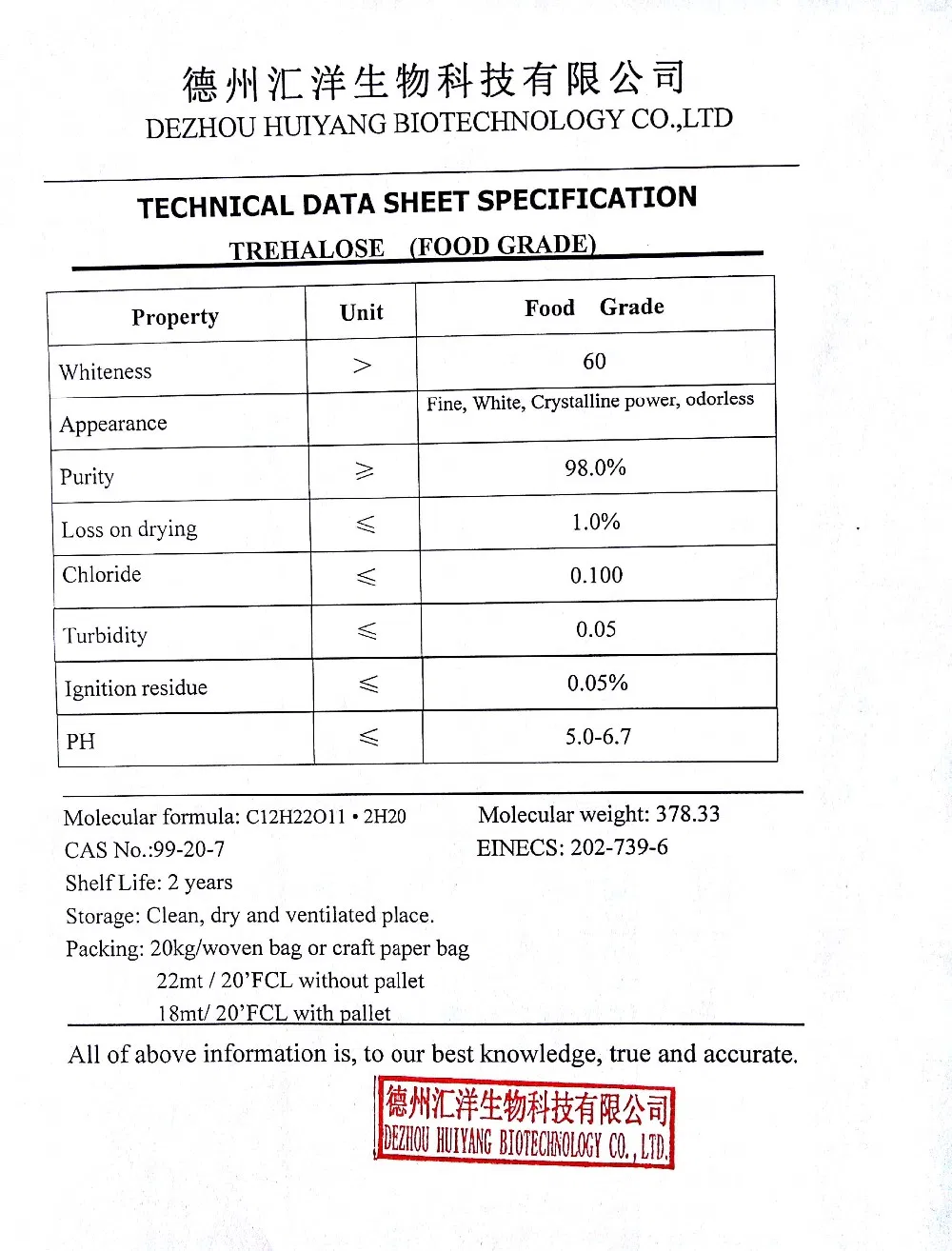
The product has a certified pH range of 5.0 to 6.7 and a turbidity of less than or equal to 0.05, meeting standard regulatory guidelines.









